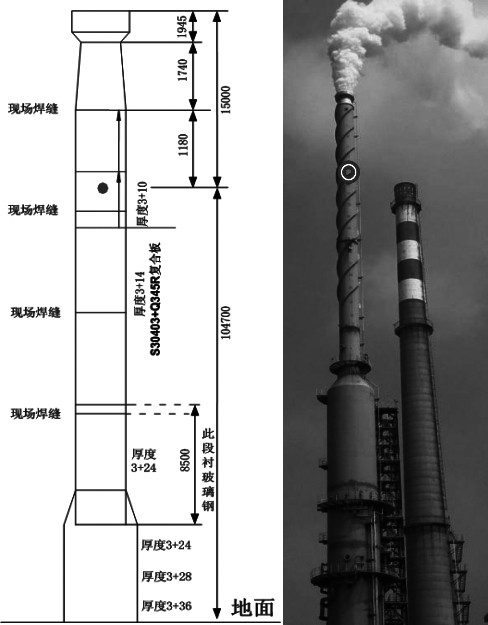
扬子石化2#催化裂化装置烟气脱硫脱硝单元采用了DUPONT-BELCO公司的EDV5000湿法洗涤技术,在T-101冷却吸收塔水平急冷段,在急冷水的作用下将170℃烟气降至58℃。在NOx氧化反应区,利用臭氧使NOx氧化成N2O5,并与烟气中的水蒸汽形成硝酸;在吸收段,利用3层吸收喷嘴吸收液的逆向接触,脱除烟气中的硝酸、SO2以及粗颗粒等;同时,烟气中的过剩臭氧使吸收剂中的亚硫酸钠及亚硫酸氢钠转化成硫酸钠。净化后的烟气上升进入过滤模组段,通过28个滤清模块上的清洗喷头洗涤,进一步除去烟气中的颗粒与酸雾。洗涤后的烟气通过6个水珠分离器进一步分离烟气中所夹带的液滴后,从冷却吸收塔上部烟囱排放。通过脱硫脱硝单元,降低再生烟气中的SO2、NOx及催化剂粉尘含量,实现烟气达标排放。 1 设备概况 烟气脱硫脱硝单元冷却吸收塔T101由中国石化洛阳工程有限公司设计,宁波天翼石化重型设备制造有限公司制造,2014年7月投入使用。设备主要由筒体、水珠分离系统、过滤模组、急冷喷头、臭氧注入管、烟囱筒体等部分组成,总高为119700mm,下部筒体直径为Φ6900mm,上部烟囱直径为Φ3050mm,壳体材料为S30403+Q345R,不锈钢复合层厚度为3mm。
冷却吸收塔运行参数见表1。
|
项目 |
设计最大值 |
入口 |
出口 |
|
烟气流量/(m3/h) |
279623 |
265200 |
265200 |
|
烟气温度/℃ |
190 |
170 |
58 |
|
烟气压力/kpa |
2.71 |
3 |
0.5 |
|
25%碱液(kg/h) |
1559 |
1111 |
/ |
|
臭氧(kg/h) |
80 |
40 |
/ |
|
工业水(t/h) |
25.972 |
28 |
/ |
|
ρ(微粒)/(mg/m3) |
300 |
125 |
25 |
|
ρ(SO2)/(mg/m3) |
790 |
285 |
28 |
|
ρ(NOx)/(mg/m3) |
230 |
156 |
22 |
2 问题描述
2016年6月27日,烟囱东侧离地面105米处出现腐蚀穿孔,穿孔部位在筒体环焊缝上部约300mm处(如图1所示),该处筒节壁厚为3+14mm。
由于腐蚀泄漏位置离地面很高,且周围没有可供检查和检测的操作平台,无法测量烟囱的腐蚀区域大小和剩余壁厚,这加大了评估烟囱强度和可靠性的难度,给装置的安全生产带来重大隐患。
2017年设备检修期间,经对拆下来的旧烟囱检查,发现腐蚀部位主要集中在烟囱顶向下20米的范围内,尤其是靠近顶部区域,腐蚀更严重。在烟囱顶部拆除的第一段内,即标高EL100160以上部分,检查出有6处腐蚀较为严重的部位,其中有一处已腐蚀穿孔(105米处),第二段上部第二筒节中间区域有一处明显腐蚀减薄的位置。腐蚀状况和分布情况见图2及表2,图中实线部分为纵、环焊缝。
|
|
位置 |
腐蚀状况 |
标高 |
|
1 |
第1节筒节上部丁字缝处 |
焊缝局部表面腐蚀 |
EL116465 |
|
2 |
第2节筒节上部西南侧焊缝 |
焊缝已腐蚀,露出基板 |
约EL114500 |
|
3 |
第3节筒节上部西南侧焊缝 |
焊缝已腐蚀,露出基板 |
约EL112500 |
|
4 |
第5节筒节西侧纵焊缝 |
焊缝局部防腐层腐蚀,露出基板 |
约EL107500 |
|
5 |
第6筒节纵焊缝东侧 |
腐蚀穿孔 |
约EL105000 |
|
6 |
第7筒节下部环焊缝东侧 |
焊缝两侧表面腐蚀 |
EL100160 |
|
7 |
第9筒节南侧中部位置 |
复合层已腐蚀完,露出基板 |
约EL97160 |
3 腐蚀原因分析
3.1 烟气脱硫脱硝机理 冷却吸收塔的主要反应在急冷和吸收段完成。在急冷段,烟气沿水平方向与臭氧接触,将烟气中的NOX氧化成N205,N205再与烟气中的水蒸汽结合生成硝酸;在吸收段,上升的烟气与含有25%浓度NaOH的溶液逆向接触,脱除烟气中的SO2。冷却吸收塔内存在的主要化学反应如下: 6NO2+O3 →3N205 N205+H2O →2HNO3 SO2+NaOH →NaHSO3 NaHSO3+NaOH →Na2SO3+H2O SO3+H2O →H2SO4 2H++SO42-+2Na0H → Na2SO4+2H2O Na2SO3+1/2O2 → Na2SO4 事实表明:在烟气进烟囱之前,塔内介质之间的反应并没有全部完成,其中SO3与水蒸汽的反应还在继续。 3.2 工艺条件分析 3.2.1 湿法脱硫工艺分析 从运行数据上看,冷却吸收塔T-101分离效果明显,催化剂粉尘、SO2、NOx等主要指标完全达到排放标准见表1。但烟囱顶部出现腐蚀泄漏,这表明顶部区域的环境与我们原先所认为的存在出入。通过查阅有关资料以及与贝尔格技术人员交流,认为湿法脱硫工艺对SO3的脱除效果不好。该工艺对SO2脱除率约95%,但对造成湿烟气腐蚀的主要成分SO3脱除率很低,一般为30%~50%左右,而且在200℃以下烟气中S03全部以H2S04蒸气形式存在。
|
项目 |
烟囱顶冷凝液 |
滤清模块 |
塔底 |
外排 |
|
日期 |
6.3 |
7.21 |
6.3 |
7.21 |
6.3 |
7.21 |
6.3 |
7.21 |
|
PH |
2.41 |
2.3 |
6.91 |
6.94 |
6.79 |
6.62 |
7.19 |
6.71 |
|
电导/(ms·cm-1) |
3.14 |
4.15 |
11.54 |
11.46 |
>2000 |
>2000 |
>2000 |
>2000 |
|
NO3-(mg·l-1) |
118 |
|
124 |
|
115 |
|
122 |
|
|
CL-(mg·l-1) |
175 |
97.5 |
262 |
144.9 |
675 |
194.9 |
525 |
122.5 |
|
SO42-(mg·l-1) |
43.9 |
526 |
5988 |
5333 |
8159 |
19801 |
7685 |
18188 |
|
Ca2+(mg·l-1) |
4.8 |
0 |
35.3 |
33.7 |
69.9 |
57.7 |
44.8 |
46.5 |
|
可溶固(mg·l-1) |
700 |
1878 |
9800 |
10964 |
32300 |
22099 |
23500 |
28976 |
3.2.2 水溶液的分析比较
在6月30日和7月21日两次烟囱冷凝液采样做水质分析,PH值为2.3~2.4,呈强酸性,Cl-和SO42-质量浓度见表2,而同时对烟囱下部滤清模块中过滤液的分析,其PH值在6.9左右,说明酸液在烟囱段聚集形成,并且沿烟囱出口方向浓度在增加,在烟囱顶部位置达到峰值。出现这种现象的原因是净烟气中残留的SO3和水蒸汽反应生成H2SO4,与烟囱器壁上的水珠结合后形成硫酸液滴。随着烟气上升越高,烟气中夹带的碱液含量将越低,硫酸根中和反应生成硫酸钠的能力越弱,这就导致烟囱越往上其夹带溶液的酸值越高。烟囱顶部酸性溶液在烟气的托力和液滴自身重力作用下,当液滴承受重力大于烟气脱力时,酸性液滴就沿着烟囱内壁向下运动,使筒体上部区域长期处于强酸环境中。并且,在凸起的焊缝部位,酸性溶液更易积聚,因而对焊缝的腐蚀更为严重见表3所示。
3.2.3 其他元素对腐蚀的影响
3.2.3.1 氯离子的影响
烟气中的氯离子主要来自原料油,从表3可看到,烟脱塔各组分水溶液中CL-含量相当高,氯离子的存在会使冷却吸收塔中奥氏体不锈钢设备发生应力腐蚀开裂。主要原因是设备制造时存在焊接残余应力和钝化膜带来的附加应力,氯离子使金属表面局部的保护膜破裂,破裂处的基体金属形成微电池阳极,产生阳极溶解,在拉应力作用下保护膜反复形成和反复破裂,就会使局部金属腐蚀加剧,最后形成孔洞。孔洞的存在造成应力集中,更加速了孔洞表面的塑形变形和保护膜破裂,最终导致金属应力腐蚀开裂[2]。
3.2.3.2 钒元素的影响
催化原料中钒元素严重超标,在再生器中生成V2O5,促进SO2转化为SO3,设计催化装置原料中钒含量小于5ppm,统计2016年4月至5月原料分析,钒含量最大13.3ppm,最小6.73ppm,平均8.85ppm,严重超设计值。
.3 材料性能分析
(1)材料耐腐蚀性能不足。
T101的筒体材质采用Q345R+S30403复合钢板,不锈钢复合层厚度为3mm,其耐腐蚀性和耐热性较好,但在强酸性环境下,因其表面无法形成完好的钝化膜而产生腐蚀减薄,筒体残余应力较高的部位(如筒体焊缝部位等)更容易受到腐蚀。
(2)制造或安装过程存在缺陷。
从烟囱的腐蚀部位来分析,7处腐蚀减薄有6处出现在焊缝部位,这说明顶部焊缝处是易腐蚀部位。304L不锈钢在焊接过程中存在焊接危险温度区间(为450~850℃),当温度达到这一范围时,奥氏体中过饱和的碳向晶间处迅速扩散并在晶粒边界析出,析出的碳和铬形成碳化铬,这样就大量消耗了晶界处的铬,使晶界的耐腐蚀能力下降[3]。若筒体安装时焊接质量控制不佳,堆焊的复合层性能低于304L,这样遇到强酸环境时,局部腐蚀将加剧。另外,表面复合层堆焊时未达到设计厚度,焊后未对焊缝酸洗钝化等因素的存在,也会加速焊缝部位的腐蚀。
4 解决措施及效果验证
4.1 优化脱硫吸收塔的操作
烟脱吸收塔塔底循环浆液的pH值控制在7.0-7.5,滤清模块的pH值控制在靠近7.5~8.0,PTU排液由11t/h提高至13-14t/h,提高滤清模块水质防结垢。
4.2 加强水质监控
每班使用PH值试纸检测过滤模组模块、底部浆液pH值一次,并将化验pH值数据做好特护记录,出现误差时及时联系仪表对在线pH分析表进行调校。对烟气凝液定时做pH值分析,根据pH值大小调节注碱量,保证内壁冷凝液的酸度在合适范围。
4.3 烟囱材质升级
4.3.1 烟囱选材
2016年10月26日,总部专家组针对扬子石化催化裂化装置冷却吸收塔烟囱腐蚀穿孔召开专题会,根据会议讨论的更换烟囱材质升级选择建议,初步确定烟囱材质在317L、Q345R+Ti、Q345R+S22053和C-276四种材质中选择一种。
公司在对这四种材质从价格、采购周期、焊接制造工艺等方面进行分析比较,认为:317L焊接性能最好;钛材复合板对焊接环境要求比较高,焊接前对焊缝坡口处理要求高,同时需要采用惰性气体保护焊,现场组对焊接时有一定难度;双相钢复合板主要针对点蚀和缝隙腐蚀防腐,焊接过程中可能会出现铁素体含量偏高或偏低,需要加大检测比例,焊后需要进行热处理;C276焊接性能和防腐性能最优。
从防腐角度考虑:Q345R+C276>Q345R+Ti>Q345R+S2205>317L
从焊接角度考虑:317L>Q345R+C276>Q345R+S2205>Q345R+Ti
因此,从烟囱使用寿命、焊接工艺性能和现场施工等多方面角度考虑,冷却吸收塔烟囱材质选择顺序为:Q345R+C276>317L>Q345R+Ti>Q345R+2205
由于哈氏合金供货周期较长,综合考虑本次冷却吸收塔烟囱材质采用317L。
4.3.2 烟囱更换范围
根据设备腐蚀状况,确定2017年检修更换的部位为烟囱主体及上过渡段,具体位置为EL54460以上部分的过渡段及EL54660以上的内筒及烟囱。
4.3.3 烟囱的拆除和安装
烟囱的拆除分为四段,主要是考虑到旧烟囱腐蚀减薄情况不明,为降低吊装风险,尽可能采用多段吊装,拆除位置的标高分别为EL100160、EL84060、EL66460和EL54460。拆除时采用先挂钩、后落架,最后再割除的顺序依次从上往下进行。
新筒节分四段到货,上过渡段与长为11.74米的筒节垂直组对,另外两截水平组对。组对过程中,要求施工人员控制焊缝错边量不得超过3mm,另外焊接完成后,焊缝需经20%的RT检测,待检测合格后,再将内部焊缝余高磨平,以防投用后在焊缝处积液。地面预制完成后分两次进行新过渡段筒节和新烟囱筒节回装。新过渡段筒节组对时需先固定内筒,在内筒定位后,再组对外筒节。由于新过渡段的厚度为24mm,而旧筒节的厚度为24+3mm,新旧筒节不等厚,因此,在组对时要求以内壁为基准,并且要求过渡段下口焊缝错边不得超过5mm。70米处焊口因壁厚相同,组焊相对要简单一些,但为保证焊接质量,要求必须双面焊。在地面时,过渡段内筒筒节内就利用内支撑先搭好了组对用的脚手架,烟囱筒节外部利用平台也搭设了组对用的脚手架,内、外脚手架随过渡段一起吊装。
4.4 效果验证
2019年4月装置检修,为了验证烟囱更换后的效果,在烟囱内搭设了30米高的脚手架(标高约为73000mm)。站在架子顶上,通过目视检查,在烟囱顶部区域未发现器壁有暗影、毛糙等可能存在腐蚀的部位,这表明2017年烟囱材质的升级和更换效果良好。
5 结束语
本次冷却吸收塔检修通过更换烟囱,消除了烟囱漏点,同时通过材质升级,提高了烟囱抗腐蚀能力,解决了烟囱因材质、施工问题而存在的安全隐患。另外,通过对内件的检查,掌握了冷却吸收塔在运行过程中存在的问题和器壁的腐蚀状况,对今后的备品备件准备及工艺操作的调整提供了依据。

 扫一扫咨询微信客服
扫一扫咨询微信客服